


CICERO Stapro Group Nabízí testování PLC přímo v provozu tiskárny zdarma

Klíčovou a zcela legitimní otázkou každého majitele a manažera (nejen) tiskárny je: „Vyrábím ziskově?“ Případně „Jaké produkty/stroje/zaměstnanci/klienti mi přinášejí zisk a na kterých tratím?“ Jednoduchá otázka, která má jednoduché řešení, jen někdo jde velikou oklikou…
Krok č. 1 – analýza nákladů a základní ukazatele výroby 

Při úvodní rozvaze firemních nákladů na jedné straně a ekonomické výkonosti na druhé straně musíme nutně počítat s tím, že výroba, potažmo lidé nejsou roboti a nic nefunguje dokonale. Pokud máme připravený stroj v dobré kondici, nejlepšího tiskaře a jednoduché zakázky, stejně za směnu nevyrobíme množství rovnající se průměrné rychlosti krát 8 hodin. A co teprve, pokud stroj není v nejlepší kondici, tiskař není ten nejlepší, zakázky jsou složité a organizace na pracovišti skřípe – ani nemusí vinou vedoucího výroby, stačí zpožděný návoz materiálu nebo kooperace. V rovnici, ve které proti sobě stavíme náklady, které musíme pokrýt (na které si musíme vydělat) a naši výrobní kapacitu obloženou reálným množstvím zakázek musíme doplnit ještě koeficientem „neefektivity“. Říkáme tím, že zkrátka zákazníkovi neprodáváme ze směny 8 hod, ale třeba jen 6. Výstupem takové rovnice by měly být mj. hodinové sazby strojů, s kterými tiskárna počítá v kalkulaci….
Krok č. 2 – sběr dat
Jako manažer tiskárny chci logicky vědět, zda se můj předpoklad naplnil a zda pracovníci dosahují očekávané výkony a prostoje se drží v mnou předpokládané výši. Ba co víc – zajímá mě zcela oprávněně, jaká byla historie práce
na stroji – včera, v noci, o víkendu, minulý týden… Jak dlouhé jsou přípravy, zda a jak dlouho se dělají na stroji údržby atd. Čili potřebujeme nějakou formu sběru produkčních dat. Máme v podstatě 4 možnosti:
- Vypisování papírových formulářů a jejich přepis do PC.
- Zadávání produkčních dat do PC (potažmo MIS) přes dotykový displej sběrodatového terminálu.
- Využití protokolu JDF/JMF za předpokladu, že stroj i MIS takovou možností disponuje.
- Alternativa JDF/JMF – tzv. PLC (Programmable Logic Controller).
Vyřadit můžeme variantu č. 1, která je svojí podstatou z minulého století a zcela nevyhovuje dnešním potřebám. Málo pravděpodobná je i varianta č. 3 – mimo to, že hodnota JDF/JMF interface a její neustálé upgrady se rovná několika luxusním dovoleným pro celý střední management tiskárny, tak i technické řešení je na pováženou – původní ušlechtilá myšlenka jednoho standardu se rozutekla do x různých koncernových řešení. Pochytat všechny JDF/JMF protokoly od různých výrobců do jednoho funkčního celku je velmi nákladné řešení (časově i finančně). Zbývá tedy (levnější) dotykový sběr dat a (dražší) řešení PLC.
 Ovládací software PLC – Supervizor
Ovládací software PLC – Supervizor
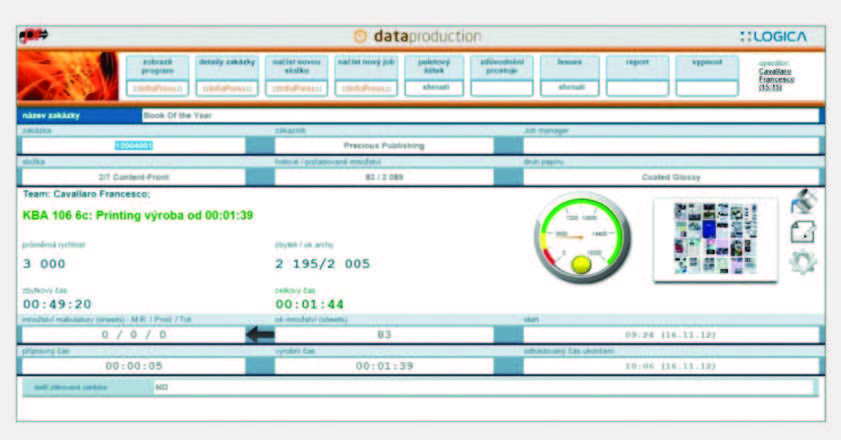 Ovládací software PLC
Ovládací software PLC
 Schéma práce MIS – PLC
Schéma práce MIS – PLC
Krok č. 3 – kontrola/motivace
Jako manažer tiskárny střežící náklady firmy aplikuji dotykový sběr dat a výsledné data použiji ke kontrole a pokud půjdu ještě dále – k motivaci zaměstnanců.
Jenže chyba lávky – na druhé straně je rovnocenný protivník! Obsluha tiskového, knihařského stroje velmi rychle zjistí, jak zadávat data z produkce, aby „vše sedělo“ a prémie byly co nejvyšší. Tu se prodlouží údržba, tu čekání na papír, zkrátí tisk a výkonost roste. Zadání dat je pouze na obsluze a vedoucí výroby nemůže být 8 hod. za směnu u stroje – u všech strojů! Pokud jsme si prošli tuto agendu od začátku s ztotožňujeme se s ní – tedy:
- „chci znát zisková místa mojí firmy“
- „chci mít transparentně vypočítané nákladové sazby“
- „chci kontrolovat plnění výkonů výroby a jejich prostojů“a doplňme:
- „chci reálná, nezmanipulovaná data z výroby pro přesné vyhodnocení“
máme pouze jednu reálnou možnost, která je v současnosti na trhu a to je PLC.
PLC
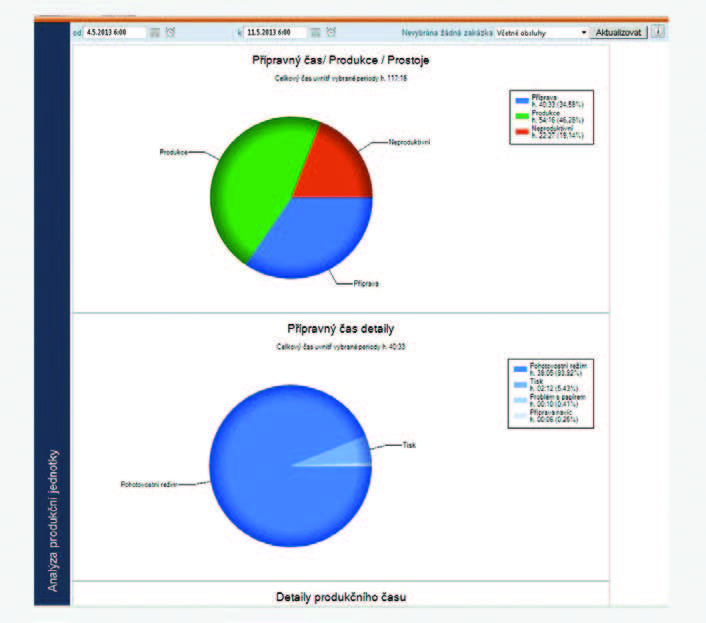
PLC je společný produkt firem CICERO Stapro Group s. r. o. a Logica s. r. l. Jedná se o hardwarový snímač připojený na výrobní zařízení, který čte signály a předává je do MIS. Díky tomu analyzujeme reálná (nezmanipulovaná) data z výroby. Zařízení je automaticky schopno identifikovat:
• Začátek přípravy
• Konec přípravy
• Začátek zpracování nákladu
• Konec zpracování nákladu
• Počet makulatury
• Počet nákladu
• V závislosti na zařízení i další operace jako mytí gum, výměnu desek atd.
Obsluha definuje pouze druh nevýrobní operace – v případě, že stroj stojí, pak obsluha vybírá z předpřipravených položek (porucha, čekání na zákazníka, čekání na desky atd…)
 Ovládací software PLC
Ovládací software PLC
Proč PLC
Poskytuje nám:
• Garantovaná validovaná sebraná data a jejich historie
• Návratnost v řádu měsíců
• Zvýšení produktivity o 5 – 15%
• On-line sledování pracovních míst/osádek strojů
• Kompatibilitu se všemi druhy strojů (možnost záměny staršího za nový)
• Přístup z webu a mobilních zařízení
• On-line konektivitu s IS CICERO Xi – sběr dat na zakázku
Z dlouhodobé zkušenosti se PLC osvědčilo jako nejlepšízpůsob sběru dat pro ty, kteří myslí racionalizaci, zvýšení efektivity a motivaci vážně.
Společnost CICERO Stapro Group nyní nabízí testování PLC přímo v provozu tiskárny zdarma. Více informací na www.iscicero.cz.



